Термопластавтоматы

Что учитывать при выборе машин для литья под давлением
Точный расчет до приобретения термопластавтоматов (ТПА) позволит работать эффективно.

Литьевые машины третьего поколения для производства пластмассовых изделий
Даже полуквалифицированные сотрудники могут выпускать продукцию неизменно высокого качества на современных литьевых машинах.

Забавные факты о термопластавтоматах: просто о сложном в литье пластмасс
Казалось бы, литье под давлением – это просто: расплавить пластик, залить в пресс-форму, дать остыть и вытащить отливку. Но литье пластмасс постоянно совершенствуется.
Давление литья пластмасс в термопластавтоматах
Как и в каких диапазонах регулировать давление литья для полного заполнения прессформы с постоянной объемной скоростью при изготовлении пластмассовых изделий на стандартных ТПА

Рекомендации по режиму пластикации полимеров в ТПА
На стадии пластикации пластмасс в ТПА происходит перемещение гранул по виткам шнека, их расплавление, перемешивание и накопление порции расплава. Как отрегулировать процесс?

Рекомендации по температуре литья под давлением
Как влияет изменение температуры нагревательного цилиндра ТПА на процесс литья под давлением термопластичных полимеров

Рекомендации по устранению дефектов литья под давлением
Какие факторы влияют на литье пластмасс под давлением

Тестовое задание для наладчиков термопластавтоматов
Проверьте свои знания по профессии наладчик термопластавтоматов

Выбор рационального оборудования для переработки отходов при литье пластмасс
Постоянно увеличивается число типов оборудования и поточных линий, предназначенных для переработки отходов литья пластмасс и выдувных производств.
Рекомендации по выбору шнека для литьевой машины ТПА
Для получения качественных изделий при литье под давлением термопластавтомат должен оснащаться точно подобранным шнеком.

Рекомендации по выбору термопластавтомата (ТПА)
Правильный выбор литьевой машины (термопластавтомата) – необходимое условие для получения качественных пластмассовых изделий.

Новое поколение бесколонных ТПА
Пластмасса является неотъемлемым элементом нашей жизни и делает ее более индивидуальной. Стремление к индивидуальности постоянно требует новых решений, в которых литье под давлением синтетических материалов играет очень важную роль.

ТПА - интеллектуальный навигатор
Современная система управления термопластавтоматом (ТПА) должна контролировать процессы, которые сегодня становятся максимально точными и сложными. В то же время программирование литья под давлением должно быть простым и быстрым.

ТПА и роботы
Стабильность производственного цикла - важнейший фактор, который не только увеличивает эффективность производства, но и также улучшает качество производимых изделий из пластмассы.

ТПА с коротким циклом
Тонкостенные пластмассовые изделия требуют высокой скорости термопластавтомата. Максимальный результат ускоренного литья пластмасс под давлением гарантирует особый привод быстроходного ТПА нового поколения.

Новое поколение двухплитных ТПА
Серия термопластавтоматов с двухплитной конструкцией обозначает новые стандарты продуктивности и гибкости технологии литья пластмасс под давлением. Модельный ряд двухплитных литьевых машин третьего поколения состоит из десяти узлов замыкания от 650 до 5500 тонн.

Новое поколение ТПА для комбинированного литья
Современные многокомпонентные изделия из пластмасс обладают значительными преимуществами, совмещая в себе индивидуальные свойства различных полимеров. Новое поколение термопластавтоматов предназначенных для многокомпонентного литья способно отливать изделия из пластмассы по нескольким технологиям

Модельный ряд ТПА 21-го века
Специальные технологии литья под давлением незаменимы в современном производстве изделий из пластмассы. Особые концепции термопластавтоматов и инновационное разнообразие их конструкции обозначили самый востребованный модельный ряд литьевого оборудования начала XXI века.

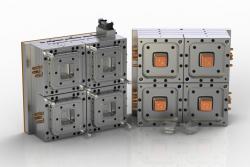
Квадросистема ТПА
Сегодня в литье пластмасс под давлением успешно внедряется технология быстрого захвата пресс-формы на термопластавтоматах для переработки пластмасс. В ответ все возрастающим требованиям концепций типа «Все вовремя» (JIT) и «Замена пресс-формы за минуту (SMED) производственный процесс усовершенствован системой квадропрессового зажима.
ТПА с дополнительным узлом впрыска
Для реализации идей многокомпонентного литья пластмасс под давлением современные термопластавтоматы оснащаются тремя видами узлов впрыска с сервоприводами. Второй узел впрыска может быть оптимально расположен в соответствии с применением

Шнек с шаровым затвором обратного потока
Наконечник шнека с шаровым затвором обратного потока конструируют применительно к различным полимерам в зависимости от их вязкости, и термостабильности.

Вентиляционные каналы пресс-формы
Основная функция вентиляционных каналов состоит в удалении воздуха из формующей полости, который перемещается расплавом полимерного материала с очень высокой скоростью. Если на стадии заполнения гнезда расплавом весь воздух из пресс-формы не отвести, то на отливке возникнут определенные дефекты.

ТПА для производства деталей из эластомеров
Сегодня полимерное сырье является материалом, изготавливаемым под заказ. Термопласты - универсалы, а эластомеры - это специалисты.
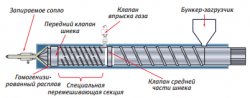
ТПА для микроячеистого вспенивания
Литье пластмасс под давлением с использованием микроячеистого вспенивания (MCF) позволяет значительно снизить вес изделий при сохранении прочностных характеристик и дает переработчикам целый ряд других преимуществ, позволяющих повысить конкурентоспособность продукции.

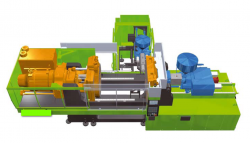
ТПА с V-образным литьевым узлом
Более половины всей номенклатуры оборудования, предназначенного для переработки полимеров и каучуков, составляют термопластавтоматы. Сравнительно недавно среди них появились литьевые машины с принципиально новой V-образной конструкцией узла пластикации и впрыска.

Литье со вспениванием
Автомобильная промышленность уже давно осознала потенциальные возможности технологии литья под давлением. С помощью этой технологии можно изготавливать и высококачественные многокомпонентные комплексные изделия из пластмассы на одной машине с использованием одной литьевой формы за один цикл.

Новые термопластавтоматы для технологии Dolphin
Большие потенциальные возможности предлагает прогрессивная технология комбинирования традиционного литья под давлением и литья со вспениванием. Речь идет, о превращении многоступенчатого процесса изготовления изделий из пластмасс деталей с привлекательной поверхностью для внутренней отделки автомобилей, в одноступенчатый - типа Dolphin.

Новые шнеки для ТПА
Классическими шнеками литьевых машин являются так называемые трехзональные шнеки, которые имеют относительно глубокую впускную зону.

Смешивание расплава в ТПА
Задачей смесительных частей подающих шнеков литьевых машин являются равномерное распределение пигментов и тепловая гомогенизация расплава.

Автоматический контроль качества, проводимый при литье пластмасс на ТПА
Обилие терминов в современной производственной лексике: СКП, КИО, КП слышно повсюду. Не стало исключением и литье пластмасс со своей извечной проблемой качества продукции.

ТПА и пресс-формы для литья микроскопических деталей
Уровень технологии литья пластмасс в производстве мелких и микроскопических деталей непрерывно повышается. Отливки весом 0,0006 г все в большей степени представляют интерес для производителей телекоммуникационной и медицинской техники.
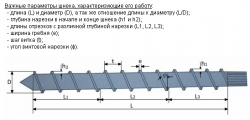
Определение размеров шнеков для оптимизации работы ТПА
Оптимизация основных подающих единиц является предпосылкой для определения размеров шнеков с помощью модельных законов. В качестве модельных законов оправдали себя закономерности, разработанные Г. Потентом. Они исходят из принципов энергетического сходства.